参考 「自動車製造におけるスポット溶接使用箇所(PDFファイル)」 参考 「自動車製造におけるスポット溶接使用箇所(PDFファイル)」 |
|
 抵抗スポット溶接とアーク溶接(手溶接、半自動溶接) 抵抗スポット溶接とアーク溶接(手溶接、半自動溶接) |
1.抵抗スポット溶接
図1 に抵抗スポット溶接の原理を示す.電極チップと呼ばれる主に銅合金でできたプラスとマイナスの電極間に通電したとき、部材はジュール発熱する。二枚重ねの場合は、接合面で電流が絞られ、この部分で通電面積が小さくなるので発熱量が多くなって接合部は溶融しやすくなる。その結果、溶融して凝固した箇所はナゲットと呼ばれる。
代表的な溶接機として定置式抵抗スポット溶接機がある。一定の場所に据え付け、電極の上下だけで溶接作業を行う形式のもので、汎用機として広く普及している溶接装置である。抵抗スポット溶接機の一般的な構造は、大きく分けて、加圧力を加える部分、電流を流す部分、加圧力・電流・時間を制御する部分および本体フレームから構成されている。
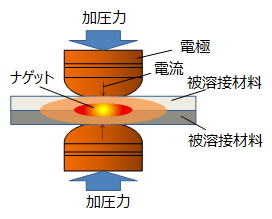
図1 抵抗スポット溶接法の原理 |
2.アーク溶接法
この方法の原理は図 2 に示すように、母材と 電極の間にアークを発生させ、それによって溶接熱を供給する。金属電極式(a)では溶接棒が電極になる。溶接棒は通常被覆剤を心線に塗布して用いている(被覆アーク溶接法)。炭素電極式(b)では、母材および溶接棒(溶加材)を溶かして溶接金属を作る。
(1)被覆アーク溶接(手溶接)
アーク溶接の基本で、溶接棒を使う溶接で、全姿勢可能である。半自動溶接と区別するために手棒溶接や手溶接と言うこともある。ワイヤに比べて風に強いことから、建築など屋外でのアーク溶接には大体この溶接が使われる。
溶接に必要な機材が簡単で安価であるが、使用する溶接棒は太く、比較的大電流のアーク放電で行うため薄板溶接は不可能である。また、他の溶接方法と比べて技能を要する。
(2)半自動アーク溶接
溶接ワイヤとシールドガスが手元に自動的に供給されるので、被覆アーク溶接より作業性が良い。風に弱いので屋内でのアーク溶接に使われることが多い。シールドガスの種類により、MIG
溶接(不活性ガス)、MAG 溶接(不活性ガスとCO2 の混合ガス)、炭酸ガス溶接(CO2 ガス)に分類される。溶接ワイヤが細く、インバータ制御でパルスや極性を適切に調整する機種では比較的容易に溶接ができる。
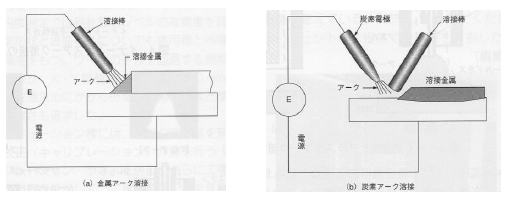
図2 アーク溶接法の原理 |
|
 圧接:抵抗スポット溶接について 圧接:抵抗スポット溶接について |
1.溶接の原理と特徴
溶接法は大きく分けて融接と圧接に分類される。融接の代表格はアーク溶接である。一方、圧接の代表格である抵抗溶接は、電極から部材に流れる電流によって接合部の温度が上昇し、多くの場合溶融状態まで温度が上昇する。この際、基本的には溶加材は用いない。この間一般的には両電極から部材に対し加圧力を加え続け、それによる部材の塑性変形により表面同士は密着して強固な接合部ができる。
2.抵抗スポット溶接機
抵抗スポット溶接機は、抵抗溶接機の中で最も多く使われている溶接機で、代表的な溶接機として写真1に示す定置式スポット溶接機がある。一定の場所に据え付け、電極の上下だけで溶接作業を行う形式のもので、汎用機として広く普及している溶接装置である。抵抗スポット溶接機の一般的な構造は、大きく分けて、加圧力を加える部分、電流を流す部分、加圧力、電流、時間を制御する部分及び本体フレームから構成されている。
 |
 |
|
定置式スポット溶接機
|
定置式スポット溶接機での溶接状態
|
|
|
融接:半自動アーク溶接について |
1.溶接の原理と特徴
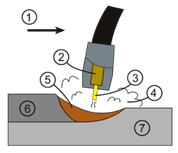
半自動アーク溶接は、図2に示すように溶接用ワイヤを送給装置により連続的に送給して、ワイヤをトーチ先端の通電チップにより給電し、母材とワイヤ間にアークを発生させ溶融接合する溶接方法である。半自動アーク溶接で用いられる溶接電源には、ワイヤが一定に送給されていればアーク長も自動的に一定となる定電圧特性電源が一般には用いられる。
2.半自動アーク溶接機
半自動アーク溶接機では溶接材料としてワイヤ、アーク放電のシールド材としてアルゴンや二酸化炭素を用いる。ワイヤもガスも連続的に長時間供給できるので、手溶接と比較してその効率は圧倒的に高い。
①トーチ進行方向
②コンタクトチップ
③溶接ワイヤー
④シールドガス
⑤溶融地
⑥溶接ビード
⑦母材
|
|